Quid Chalybe Forging et quomodo processus Opus?
Ferro cudebat processus fabricandi est in quo solidi ferri tegulae vel vectes sub vi compressiva informantur — malleis, pressis vel morientibus utentes — partes producere cum proprietatibus mechanicis superioribus comparatis ad utrumque ejiciendum vel machinandum. Effectus est structura grani quod sequitur Venustates partis tradens vires distrahentes typice 20-40% superiores quam aequipollentiarum partium ferro emissarum. Si partes desideras quae lassitudinem, ictum, aut onerarias cyclicas tractant — connexiones virgas, crankshafts, flanges, anniculos — cudere solet certissimum iter illuc pervenire.
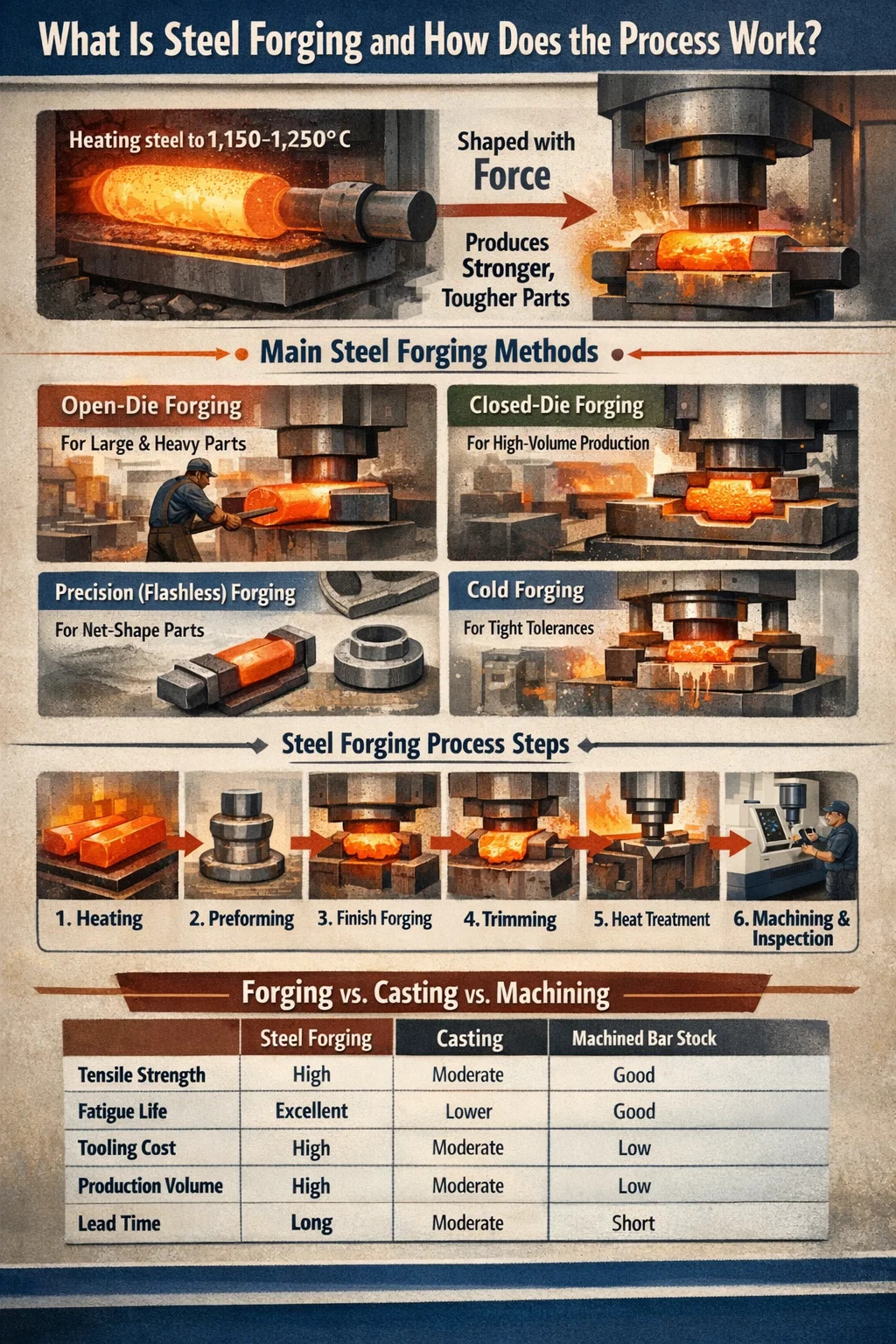
In suo nucleo processus ferrum calefacit ad specificae temperaturae range (plerumque inter 1,100°C et 1,250°C pro chalybeis carbonis et mixturae), tunc applicans vim ad materiam deformandam in figura desiderata plastice. Temperatus elevatus minuit fluxum accentus et ductilis meliores, efficiens metallum facilius ad figuram sine crepitu. Postquam refrixerit, pars falsa post processum caloris curationem, machinationem, et inspectionem ante naviculas patitur.
Ferro fabricandi ars una non est. In varios modos distinctos ramos, variis geometricis, voluminibus, et tolerantiae requisitis accommodatus. Intellectus quomodo utraque methodus operatur — et ubi deficit — principium est cuiuslibet architecti vel emptoris qui ius vocare conatur ad fabricam fabricandam.
Pelagus Chalybe Forging Methodi et cum ad usus quisque
Quaelibet ferri ratio fabricandi partes diversas tolerantias dimensionales, condiciones superficiei et instrumenta instrumentorum efficit. Improprie eligens sumptus addit, tempora plumbea extensa, vel eventus in partibus quae machinis secundariis nimia indigent.
Apertum Mori Forging-
Aperte fictor moriturus (etiam gratuitus fictor vel fictor fabrilis) utitur planis vel simplicibus moritur qui fabricam plene non includunt. In chalybe manipulatur inter perit per series compressiones, extensiones, et gyrationes. Haec methodus adhibenda est ad hastilia, cylindros, anulos, et ingotis partes, quae alicubi ponderare possunt ex paucis chiliogrammatibus usque ad super 200 tonnas.
Apertum fictum mori est eligendum cum pars magnitudinis excedit capacitatem clausorum moritur, vel cum quantitates productionis preme sunt ut instrumentum sumptuosum purgent. Dimensiones tolerantiae latiores sunt (typice ± 3—6 mm), itaque machinatio significantia postea expectatur. Ferro gradus sicut 4140, 4340, et 316 immaculata sunt petita discursum hoc modo ad oleum et gas, vim generationis et apparatum gravium industriarum.
Clausa-Die Forging (Impressionem Die Forging)
Fictor clausus-mori utitur cum ambitu perit cum cavitate machinata ad proximam partem perfecti figuram. Calefactum contortum inter perit, et vi applicatur donec ferrum penitus cavum impleat, materia nimia efluens ut micare circa lineam scindens. Fulguratio postea ornata est.
Haec methodus arctius tolerantias (typice e ±0.5-1.5 mm secundum complexionem et magnitudinem ex parte pendentes), melior superficies meta, et geometria constantior quam opus apertum. Sumptus toolinges altae sunt — plena copia morientium pro mediae complexitate constat $15,000-$80,000 vel plus — sic clausus fictor efficit sensum oeconomicum principaliter ad medium ad alta volumina producenda. Automotivi connexiones virgae, rotae axium et corpora valvae applicationes classicae sunt.
Flashless (Precision) Forging
Micare scintillans fictor excludit pressius moderante conclave volumen et moriuntur geometriae ideo materia cavitatis sine redundantia implet. Effectus est reticularis figurae vel prope rete-figurae partis quae minimam machinationem post fabricationem requirit. Tolerantiae tam strictae quam ±0.1-0.3 mm res deducerentur.
Hic processus postulat accuratam praeparationem ac instrumenti superioris collocationis, sed materia compendiorum 10-20% comparati ad conventionales clausas-morituras cudebat, eamque alliciens pro summus volubilis productio partium complexarum sicut anni, revellere anni et ligamentum componentium.
Roll Forging
Vollus cudendo transit vectem calefactum inter duos volvulos striati informes, eius sectionem transversalem reducens et simul dilatans. Solet usus est ut gradus prae-moriendi fictis praefigurans, sed etiam usus est processus finalis ad hastilia, fontes folium, et particulas rail. Natura continua processus facit multum efficientem ad partes elongatas.
Commovisti Forging
Compressus cudendo auget aream transversim sectionis ferrei vel baculi comprimendo in axe suo, longi- tudinem minuendo et diametrum in zona specifica augendo. Repagula, bullae, valvulae et spicula inflanda producuntur hoc modo. Summus celeritas perturbata machinarum fictorum potest mille partes per hora producere, hoc unum ex amplissimis modis cudendi pro fasteners et similes ferramentis efficere.
Frigus Forging
Dissimiles methodi supra, cudendo frigus conficitur vel prope locus temperatus. Ferro indurat in processu, qui actualiter duritiem et vires superficiei auget. Tolerantiae sunt eximie strictae (± 0,05-0.1 mm), et absolutio superficies optima est, saepe necessitatem quavis conversionis aut stridoris tollendo. Negotiatio-off est copiae pressae superiores requisitae et limitationes gradus geometricae et ferri. Ferri carbonis inferioris et medii carbonis ad cudendum frigidis aptissimi sunt.
Step-by-grad: Quomodo Ferro Forging Actum in Practice?
Processus gradus cognoscens refert utrum partem emissibilitatem cogitas an area productionis audiendi. Hic est quomodo ordo clausus ferro interempto cudebat seriei rudis materiae ad partem perfectam.
- Materia Electio et Billet Praeparatio: Gradus ferri proprius est electus secundum proprietates mechanicas requisita partis finitae. Communes gradus includunt 1045 (medium carbonis, generalis industriae), 4140 (chromium-molybdaenum, summum robur), 4340 (Nickel-chromium-molybdenum, aerospace), et 17-4 PH immaculatum (corrosio-repugnans, altum robur). Truncus talea vel tessera incisa est ad volumen calculandum — leviter oversised ad rationem ictui et scalae amissionis.
- Calefacere: Tabulae in fornacem gas- ignem vel inductionem oneratae sunt et ad scopum tortorem cudendum afferuntur. Pro ferro carbo et mixtura maxime, hoc est 1,150-1, 250°C. Temperatura uniformitas trans ossium transversalis critica est - clivus temperatus plus quam 50°C in rimas vel incompletas saturitates mori potest. Inductione calefactio praefertur temperationi arctae temperatae et formationi scalae imminutae.
- Descaling: Ferro calido in calefactione iacuit oxydatum scalae enucleatur. Ante cudendum, haec scala sublata est per pressuram aquae rumpit (typice 100-200 taleae) vel primo ictu levi in mori, qui scalam frangit et impedit ne in superficiei partem urgeatur, defectus superficiei causando.
- Praeformans (si opus fuerit); Partes complexae saepe unum vel plures gradus praeformantes requirunt ad massam metallicam redistribuendam propius ad figuram finalem ante impressionem metam moriendam. Hoc mori lapsum minuit et in finali ictu metalli melioris fluxum. Praeformatio fit in cavis in eodem prelo vel malleo separatis mori.
- Fine Forging: Tegmen praeformatum transfertur ad cavitatem moris metam et percussam — vel malleo (gravitas vel vapor malleus crebris ictibus tradens) vel torcular (mechanicum vel hydraulicum pressum uno ictu continente liberans). Cavum penitus chalybs implet, et mico circum bivio extrudit.
- Flash Triming: Dum adhuc calet (vel post refrigerationem, pro torulo premit), cudendo in torulo moriuntur, et fulgor uno ictu pulsatur. Ad partes praecisiones, fucandae ornatae in inspectione mori, dum adhuc calefactus est, ad emendandum quodlibet vernum et accurationem dimensivam emendare potest.
- Curatio caloris: Secundum in ferro gradu et finali proprietates mechanicas requisita, partes fictae subeunt normalizationem, furnum, extinctionem et temperantiam, seu solutionem tractandi et senescentes. Exstingui et temperans ferri 4140, exempli gratia, potest efficere vires distrahentes ex 655 MPa ad plus mille MPa.
- Machining: Etiam prope plasmationes retis figurae typice requirunt CNC conversionem, molendi, exercendi, molere ad ultimas tolerantias dimensivas, metam superficiei, et lineamenta (stamina, bores, keylines) quae directe finxi non possunt.
- Inspectio et Testis: Inspiciuntur sculptiones perfectae dimensiva (CMM vel positio manualis), uisum (rimas superficiei, lapsuum, commissuras), et saepe per probationem non perniciosam — inspectionem particulae magneticae (MPI) pro defectibus superficiebus, ultrasonic experimento (UT) pro vacuis internis. Mechanica probatio in specimen coupons certificat duritiem, vires distrahentes, ictum duritiem, ac lassitudinem effectus.
Ferro Gradus communiter in Forging et suis proprietatibus
Materia lectio inseparabilis est a processu falsario. Gradus ferri gradus temperatus range cudendo determinat, vita mori, capacitas prelo requiritur, curatio caloris post-calfaciens, ac demum perfecti partis effectio.
| Steel Gradus | Cudebat Temp dolor | Distrahens fortitudo (Q & T) | Clavis Applications |
|---|---|---|---|
| AISI 1045 | 1,150-1,230°C | ~570-700 MPa | Spicula, anni, juncturas |
| AISI 4140 | 1,100–1,230°C | ~ 900-1,100 MPa | Flanges, terebro, torques, axes |
| AISI 4340 | 1,100–1,200°C | ~ 1,000-1,500 MPa | Expositis calces, crankshafts, aerospace |
| AISI 316 | 1,149–1,260°C | ~515-690 MPa | Valvae, caerimoniae, ferramenta marina |
| F51 Duplex SS | 1,050-1, 150°C | ~ 620-880 MPa | Subsea, planta chemica |
| 17-4 PH | 1,040-1,150°C | ~930-1,310 MPa | Aerospace, medical, sentinae spicula |
Una notula practica de ferro incorrupto cudendo: gradus austenitici sicut 316 altiores habent fluxus accentus quam chalybeus carbonii, significantes torculari capacitati ad eandem partem indigere. Proniores etiam sunt ad duritiem intendere, quae crepuisse possunt, si inter angustias retractatio non recte fit. Gradus dupplex magis sensibilis temperatus est — extra fenestram angustam cudendo laborans aequilibrium ferrite-austenitum et resistentiae corrosionis deminuere potest.
Key Design Rules for Forgeable Steel Parts
Partes sine mente fictae saepe designantur ut signanter plus augeant ad producendum, vel ad utilitatem structurarum processuum utilitates omittunt. Applicando consiliorum principia ab initio vitat pretiosa redesigno postea.
Draft Anglorum
Omnes superficies verticales in fictis clauso-mortuis angulo haustu indigent, ut pars e mori possit eici. Vexillum capturam pro ferro malleator est 5-7° in externis superficiebus et 7-10, in internis superficiebus . Nulla-dractus vel negatio-draculi lineamenta magis implicationem cum eiectoris fibulae vel scissurae instrumenti requirunt, quod pretium significantius augetur.
Infula et anguli Radii
Acutae angulis internis tum in parte finita accentus concentrationes in moriendo efficiunt. Infulae internae minimum radii 3 mm practicum principium est, cum 6 mm vel maius in zonis graviter oneratis praefertur. Radii anguli externi sint saltem 1,5 mm. Partes cum vittis propriis lassitudinem praebent vitae emendationes usque ad 3× illis transitus acutis comparati.
Digrediens linea Placement
Distinguuntur ubi duae partes moriuntur. Poni debet in maxima sectione transversalis partis ad minimize profunditatem et mico interire. Recta linea, plana divortia est optio simplicissima et vilissima. Lineae abeuntes curvatae vel angulatae complexionem instrumentorum addunt, sed certis geometriis necessariae sunt.
Sectio Crassitudo Variationis
Magnae variationes in sectione transversali crassities in eadem parte fluunt metalli inaequalis in cudendo. Sectiones graciles citius implent et densae citius refrigerant, ducentes ad implendum vel crepuerunt. Pro regula pollicis, proportio maximae crassitudinis parietis minimi in cudendo ferreo non excederet 4:1 sine cura praevia consilio materiam praecellendi distribuendi.
Frumentum flow propensionis
Una ex maximis commodis ferri in cudendo vel vecte machinandi cudendi copia est facultas align fluere granum cum summa vis directionis in servitio. Virga connectens cum longitudinali grano ficta per baculi axem influentia longe melius lassitudine resistit quam machinata ex stipite talea, ubi granum transversim per sectiones criticas decurrit. Partem designare sic adsimilat axi onus primarium cum principali directione cudendo.
Steel Forging vs. Machining vs
Artifices saepe electionem inter cudendo, deiciendo et machinando opponunt cum iter fabricandi ad partes chalybeas fabricandas eligendo. Utraque methodus distinctam perficiendi et sumptus profile habet.
| Criterium | Steel Forging | Conjectio | Machinatum Bar Stock |
|---|---|---|---|
| distrahentes Fortitudo | Princeps | Moderatus (porositas periculo) | Bonum (gradu dependet) |
| lassitudo vitae | Praeclarus | Inferius (vitia interna) | Bonum si grano varius |
| Geometricae complexionis | Moderatus | Summus | Summus (CNC) |
| Tooling Sumptus | Summus (dies) | Moderatus (patterns/molds) | Humilis nulli |
| Unit Pretium ad High Volume | low | low to moderate | Summus (material waste) |
| Vitia interna | Minimal (vacuis clausis) | Fieri (decus, poros) | Pendent talea qualis |
| Tempus plumbi (prototypum) | Donec vestibulum | Moderatus | Brevis |
Consilium typice descendit ad tria: productio annui voluminis, observantia mechanica et pars multiplicitas. Partes enim cum complexionibus internis vel undercuts, saepe in sola geometria mittentes vincit. Partes enim structurae altae in automotive, aerospace, vel oleo et gas, fictis fere semper in effectu et costo vivendi vincit. Machinatio ex bar stirpe plurimum sensum facit pro prototypis, batches minutissimas, seu partes simpliciter nimis parvas ad oeconomice fabricandum.
Vitia communia in Ferro Forging et quomodo eos prohibere
Etiam recto processu parametri, malleator ferri potest defectus evolvere qui integritatem structuram componunt. Sciens quid quisque vitiorum causas et quomodo capiat mane prohibet pretiosi agri delicta.
Gremios et sinus
Lapsos formant quando superficies ruga vel imminens revolvitur et in partem superficiei sine compage ficta est. Apparent sicut defectiones superficiei lineares, typice discurrentes parallelae lineae bipartitae. Radix causa plerumque falsa est figura praeformare, nimia mico, seu fluxus metalli pauperis distributio in mori. Particula magnetica inspectio lapsos in superficie certo detegit. Praeventionis proprium consilium requirit ac cavitatem optimiization moriuntur.
Underfill
Underfill significat cavum mori plenum non erat in cudendo ferro impletum, depressiones tenues in superficie relinquens. Causae includunt pondus insufficiens condolum, temperatura nimis ficta, nimia mico, quae materiam prae- ceptoris tollit antequam cavitatem implet, vel capacitatem prelo insufficiens. Dimensionalis inspectio in pluribus implebitur, sed melius in prima productione decurrunt cum sectione specimen.
Cracking
Rimas superficiei evolvunt cum ferrum ad nimiam temperaturam (infra ductilem-ad-fragilem transitum) enucleatur), cum rate contentionem nimis alta est, aut cum ferrum nimia sulphuris vel phosphori contenti brevitatem calidam promovendi habet. Rimae internae (multa vitia) fiunt cum distrahentes extollit in nucleo in cudendo, saepe in sectionibus gravibus. Servans cudendum temperatura supra 1,050°C pro ferro maxime stannum et nimia reductione per saltum vitando impedit plures defectus crepuit.
Decarburization
Patefacio extensa ad aerem temperaturas altas causat carbonem diffundere extra iacuit superficiem ferream, zonam mollem et humilem carbonem creans quae resistentiam duritiem et lassitudinem minuit. Decarburizationis profunditas 0.3-0.8 mm non raro in partibus calefactis in fornacibus apertis est. Usura moderata atmosphaerae fornax vel inductio calefactio significanter decarburizationem minuit, et ad iacum affectatum machinor est vexillum remediation cum fit.
Die Shift
Trabea mori accidit cum medietates superioris et inferioris moriuntur in cudendo misaligna, partem producens quae est in linea bifida. Etiam a 0,5 mm trabea partem inspectionem dimensiva deficere potest. Iustis moriuntur alignment et aptae locativae conservationis clavem prohibent hunc defectum in productione.
Industria quod confidunt in Ferro Forging et quare
Postulatio malleoli ab industriis impellitur ubi defectus structuralis optionis non est. Intellectus ubi et quare fictio specificata est adiuvat emptores ut instrumentum obsidendi iustificent et adiutores fabrum faciant causam cudendi super processibus certandi.
- Automotiva: Virgae coniungentes, crankshafts, articulos gubernantes, rotae axibus, camshafts et anni transmissionis fere universaliter composuerunt. Vectorium typicam currus continet 35-45 kg partium malleatorum ferro. Lassitudo et impetus resistentiae ferro fictae est causa harum partium salus critica non eiicienda est.
- Oleum et Gas; Tesserae, terebro torques, membra BOP, corpora valvae, flanges (ANSI/ASME B16.5), et subsea connectores fictores requirunt ut pressiones extremae downhole sustineant (usque ad 15,000 psi pressionis in quibusdam applicationibus laborantes) et ambitus corrosivi. ASME/ANSI et API Mandatum signa multa ex his componentibus cudebat.
- Aerospace: Exponunt struts calces, ala adiungunt caerimonias, machinas aggeris, et turbines discorum ex alto vi mixturae ferros et superalloyae fabricantur. Aerospace industriae stricte requisita ad tracabilitatem, nuntiata materialia testium nuntiationum certificata, et probatio non-perditas fabricandi defaltam electionem pro elementis airframe fabricandis efficiunt.
- Potentia Generationis: Vapor Turbine rotors, spicula generantis, et vasorum capita in vi nuclei et conventionalis plantae pressionis sunt inter maximas malleationes productas — singulae ferrariae apertae falsae 150-300 tonnas ponderare possunt. Integritas materialis requisita pro componentibus operandi sub accentus scelerisque et mechanicis coniunctis per 30-60 annos tantum effici potest per curationem cudendi et caloris moderatam.
- Mining and Construction Equipment: Bulldozer semita nexus, situla excavator paxilli, petrae comprimens malleos, et terebra virgae gravibus ictum et laesurae indumentum subiecta sunt. Summus manganesum et humile admixtum malleoli chalybeis resistunt deformatio et fractura sub his conditionibus longe melior quam alterutrum eiectum.
- Defensio: Proiecta tormenta, armaturae penetratores, cinematographica vestigia, et dolia tormentaria ficta sunt ad speciem militaris quae requirunt duritiem, duritiem, et constantiam dimensivam quae aliis processibus effici non potest.
Qualitas signa et certificaciones pro Ferro Forgings
Falsas ferro emendo sine signis applicabilibus indiciis folia emptores qualitatem variabilitatem et partes non conformantes expositae. Maiora signa qualitatis cudendo ferro gubernantes scitu digna sunt ante ordinem emptionis scribentis.
- ASTM a668/A668M; Vexillum specificationis carbonis et mixturae ferri malleoli ad usum industriae generalem. Octo classes cum rerum mechanicarum requisitis a distrahendo robore 485 MPa (D classis) usque ad 830 MPa (Class L).
- ASTM A182; Tegit ensem vel mixtum mixturae et incorrupta tibia flanges, caerimoniae fictae, et valvulae ad temperatus servitium. Late referenced in oleo et gasi et chemicis specificationibus.
- ASTM A105: Vexillum pro chalybe carbonis cudebat ad fibulas applicationes ambientium et superiorum temperaturarum. Haec est una e communissimis speciebus appellatis-e pro flangibus et congruis in limbis industrialibus systematibus.
- API 6A/6D; American Petroleum Institutum signa pro instrumento putei et ligni Nativitatis (6A) et valvulae pipelines (6D). Haec signa definiunt classes materiales, probationes requisita, et pertractatio documentorum pro fictis componentibus adhibitis in servitium hydrocarbon.
- AMS (Aerospace Material Specifications): SAE AMS signa sicut AMS 2750 (pyrometria caloris curationis) et gradus materiales speciales AMS (e.g., AMS 6414 pro 4340 ferro) regunt fodinas aerospace. Obsequium requirit documenta fornax calibrationis, materias testium nuntiationum et primum inspectionem articuli.
- ISO 9001/IATF 16949; Qualitas administrandi ratio certificationum industrialium generalis (ISO 9001) et automotiva (IATF 16949) praebitorum cudebat. Hae certificationes demonstrant supplementum operarium documentum qualitatis systematis operari, sed non per se praestare obsequium productum specifica specificationibus mechanicis.
Semper materiam testium relationum postulare (MTRs), inspectionem dimensivam relationum, et NDE cum singulis falsariis nuntiationibus amet. Ad applicationes criticas, testis probatio ad tabernam ferrariam est usus normae in aerospace et nuclei procuratione.
Frequenter Interrogata de Ferro Forging
Quae est quantitas ordinis minima pro ferramentis clauso ferro interempto?
Maxime clausus-moriturae cudendi tabernae minimam quantitatem (MOQ) ex 100-500 frusta constituunt pro novis inceptis instrumentorum instrumentorum, quamquam hoc ex parte magnitudine et multiplicitate variatur. Pro parvis, simplicibus partibus, nonnullae tabernae per 50-partium iudicium fugit. Princeps tooling sumptus est summa necessitas - mori sumptus per pauciores partes divisus per-unit sumptus signanter suscitat. Falsarum aperta-morior nullam practicam MOQ minimam habent, cum nulla instrumenti consuetudo requiratur.
Quousque tandem ut ferrum schedulae fabricatae sunt?
Pro malleis clausis cum novis instrumentis, plumbi tempora typice currunt 10-16 hebdomades: 4-6 septimanas pro mori consilio et fabricando, 1-2 septimanas pro primo articulo iudicii cudendi, et 2-4 septimanas caloris curationis et partium productionis machinatio. Aperte-moriturae malleationes pro magnis partibus capere possunt 8-20 hebdomades secundum capacitatem technicam fabricandi, et conclave ferreum disponibilitate. Repetere ordines exsistendi dies solent 4-8 septimanas.
Possuntne ferrum immaculatum fabricari eodem apparatu ac chalybe carbo?
Iisdem malleis et pressis adhibentur, sed chalybs immaculata — praesertim austeniticorum gradus — altiores copias malleorum requirit quam chalybeus ad aequivalentes calores ob accentus altiorem fluxum. Torcular aestimatum est pro certae magnitudinis chalybe carbonis, ut necesse sit aestimari vel pars in operationes minores divisas cum mutandi incorrupta est. Vita mori quoque brevior est, cum immaculatam chalybem cudit, ob pressuras interfaciei superiores et scalam oxydatum laesivam.
An calidum est cudendo diversum a cudendo calidum?
Ita. Calidum cudendum peragitur in temperatura range inter frigidos cudendos et cudendos calido - 650-950°C typice pro ferro. In his temperaturis, accentus fluunt humiliores quam ad locus temperatus (facilis faciliorem reddens), sed ferrum gravem oxydatum scalam in cudendo calido fabricando non format. Effectus melioris superficiei finiendae et arctius tolerantiae quam caldaria cudendo, cum viribus inferioribus press quam frigus cudendi. Fictio calida adhibita ad partes mediae complexitatis in quibus qualitas superficies magni momenti est, sed copiae falsae frigidae impossibilia altae essent.
Quomodo definio cudentem recte in extractione?
Plenam speciem falsam in extractione comprehendere debet: gradus ferri (ASTM, AISI, vel AMS designatio), calor curatio condicionis et durities vel distrahens / vires, angulus captura requisita, vitta et radii angularis minimas, superficies finis (Ra value) pro superficiebus fictis, extensio mico licita relatio in linea emissa, NDE modos (MPI, UT) et acceptationis criteria ac applicabiles. Vexillum ASTM applicabile referens (exempli gratia, ASTM A668, Classis F) omnes materiales et probatas requisita simul nitide ligat.