Quod Ferro Forging vere est - et quomodo operatur?
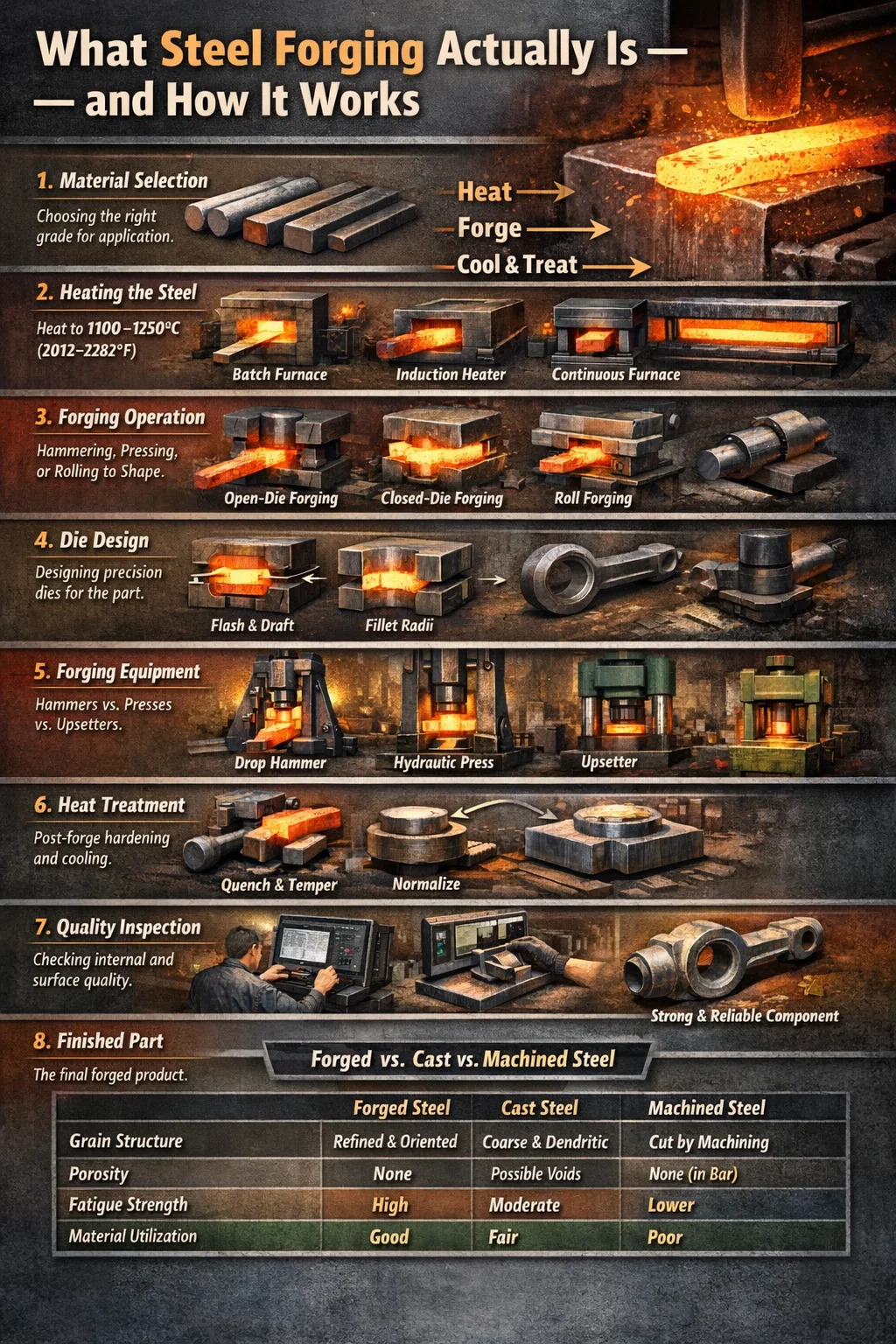
Ferro cudebat est processus formandi ferrum applicando vim compressivam vel per tundendo, premendo vel volvendo, dum metallum calefit ad temperiem inter 1,100°C et 1,250°C (2,012°F ad 2,282°F) . In illo ambitu, chalybeus satis plasticus fit ut deformetur sine crepitu, tamen structuram frumenti retinet quae partes suas superiores vires mechanicas fabricat. Consequens est pars quae densior, durior, et laboriosa magis repugnans est quam quaecunque abjecta aut machinata ex vecte.
Brevis responsio ad quomodo ferrum ferras: fabricam calefacies ad rectam fabricam temperandam, sub malleolo vel torculari pone, vim moderatam adhibe ad geometriam desideratam figuram, ac deinde cyclum praescriptum refrigerationis seu caloris curationis in proprietatibus mechanicis cohibere. Omnis variabilis temperatura, vis, mori geometria, deformatio rate, celeritas refrigerans - ultimam partium qualitatem determinat.
Articulus hic ambulat per plenum chalybem processum cudendi in ordine metallurgistae vel machinae productionis ad eum accedere: materialis lectio, calefactio, ipsa operatio cudendi, considerationes moriendi, tractatio post fabricandi, inspectionis qualitas et differentiae practicae inter modos cudendi. Sive es emissas partes fictas, vel lineam falsam constituens, quaevis sectio hic in actuosa, speciei cognitione potius quam communitatibus sumitur.
Eligens ius Steel Gradus ante tu deles
Non omnis gradus ensem respondet eodem modo ad cudendum. Carbonis continentia, mixturae additiones, et munditiae liquefacti omnes afficiunt quomodo ferrum sub malleolo gerit et quae proprietates postea realiter effici possunt. Iniquitas gradus eligendo vastat industriam, breviora vita moritur, et partes quae in servitio deficientes producit.
Low-Carbon Steels (0.05%-0.30% C)
Hi gradus ad fabricandum facillimi sunt. Habent fenestram late fabricantes temperatum, fluunt accentus humilis, et minimum periculum crepuit. Gradus sicut AISI 1018 et 1020 communes sunt ad brackets structurarum, spicula, et partes agriculturae ubi durities plus refert quam duritia. Limitatio est quod non possunt obdurescere ad gradus altos per curationem caloris - distrahentes vires typice superveniendi circa 550 MPa in conditione normalized.
Medium-Carbon Steels (0.30%-0.60% C)
Operae industriae ex ferro cudebat. Gradus ut AISI 1040, 1045, et 4140 (amixtio chromium-molybdenum) maiorem velant autocineticam, oleum et gas, et graves applicationes machinae. Post extingue ingenium, distrahentes vires petit 900-1,100 MPa with good duclity. Fenestra malleator angustior est gradibus carbonis humilibus — de more 1,100°C-1,230°C — et periculum exstinguiendi creptionis oritur, sic sectionis magnitudo et rate refrigeratio diligenti procuratione opus est.
Summus Carbon et Mors Principium Steels (0.60%-1.50% C)
Gradus sicut AISI 1080, 52100 (ferrum portantes), et H13 instrumentum chalybeum ad temperaturas inferiores componuntur — saepe. infra 1,100 ° C * — et lentum require, moderatum post-cultatem refrigerandi ne scelerisque crepuit. Retia carbide dissolvenda et redigenda sunt in cudendo ad aequabilem duritiem consequendam in instrumentis confectis vel gestus. Hi gradus periti operatores postulant et pyrometer imperium arctum.
Aliquam et calor resistens Steels
Gradus austenitici immaculati (304, 316) rates obdurationes altas habent, quae ope onera cudendarum signanter altiores sunt quam ad ferrum carbonis planum. Gradus martensitici (410, 420) facilius fabricant, sed diligentem furnum inter fictores transeuntes requirunt. Praecipitatio-induratio gradus sicut 17-4 PH composuerunt at 1,065°C–1,175°C et tunc senex ad suas finales proprietates explicandas - duplex scaena scelerisque cycli qui praecise observandus est.
| Steel Grade | Carbon Content | Cudebat Temp dolor | Typicam Applicationem | Max tensile (Q&T) |
|---|---|---|---|---|
| AISI 1020 | 0.18–0.23% | 1,150–1,280°C | Structural brackets, hastilia | ~550 MPa |
| AISI 4140 | 0.38–0.43% | 1,100–1,230°C | Crankshafts, flanges, anni | 1,000-1,100 MPa |
| AISI 52100 | 0.98-1.10% | 1,040–1,120°C | Anulos portantes, gentes | 2,000 MPa (obduratus) |
| AISI H13 | 0.32-0.45% | 1,065–1,175°C | Instrumentum calidum opus, perit | 1,200–1,650 MPa |
| AISI 316 SS | ≤0.08% | 1,100–1,26°C | Valvulae, caerimoniae, partes marinae | ~620 MPa. |
Calefaciens Steel: Fornax Genera, Temperatus Imperium, et Bibula Tempus
Calefactio est ubi maxime falsa oriuntur cudendo. Excalfacit granum rudimentum et incipiens liquatio frumenti circumscriptionum — ustio quae immedicabile vocatur. Underheating nucleum frigus relinquit, accentus fluxum auget, crepuit in deformatione promovet. Fornacem questus ius non libitum est.
Fornax genera in Ferro Forging
- Batch (arca) fornacibus — apta ad productionem ignobilem et magnas tabellas. Ferrum obicitur, janua clausa est, et totum onus temperatura calefacit. Temperatus aequalitas bona, sed tarda throughput.
- Continua (in gyratorio foco vel pusher) fornaces — tabellae per regiones caliditas augendae moventur. Communes in summo volumine cudendi lineas producentes virgas, axem radios iunctis automotives, partesque similes in rates 500 frusta per horae excedentes.
- Calentium inductionem — electro gyros in minutis secundis quam torrem calefacere. Temperatura uniformitas excellens est pro tectis rotundis, industria efficacia alta est (usque ad 90% versus 40-50% pro fornacibus gasi), et formatio scala minima est. Late usus est ad amussim clausus—moriturus cudebat.
- Balneum fornaces - pro parvis, complexis instrumentorum adamante adhibitis, quae sine oxidatione calefactione uniformi indigent. Minus communis in mole cudebat sed critica pro partibus magni pretii subtilitatis.
Bibula tempus et per-Heating
Tabella quae ostendit colorem superficiem rectam adhuc nucleum frigidum habere. Regula generalis pollicis in usu industriae cudendo est I hora macerari tempore per XXV mm de sectione crucis- pro carbone et stannum ferri in fornace gas- accensa. Pro 200 mm diametri tabellae, hoc est saltem 8 horis ante tortor quam tutum est cudere. Inductio calefactio maxime temporis huius exspectationis excludit, sed vim accuratam et frequentiam congruens requirit ad conclave diametri.
Formatio scala in calefactione necessaria est in fornacibus apertis atmosphaerae. Tenuis iacuit oxydatum - typically 0.5–2 mm - Formae in superficie et removendae sunt descendendo (spirat inspiratione, aqua rumpit, vel impressione moriuntur) ante vel in primo ictu cudendo. Scala sub die superficie decepta causat vitia fovere et damnum interire.
Temperature Mensurae
Fabri periti historico colore temperatum judicarunt — candidi coloris flavi durius respondet 1,200°C-1,300°C, et aurantiaco-flavo ad 1,000°C-1,100°C. In hodiernis productionibus fictis, pyrometris opticis et sensoriis ultrarubrum praebent lectiones temperaturas continuas, non-contactas, subtiliter ad ±5°C . Thermocouples in fornacibus parietibus immersis temperiem ambientem indagant, cum pyrometres optici metiantur conata superficiem dum exit fornacem. Nam aerospace critica seu malleator defensionis, thermocouples perlustrationes sunt initium et partem recordationis qualitatis retinent.
Pelagus Ferro Modi Forging Comparatus
Ferro cudens non est unus processus - varios modos distinctos comprehendit, quivis geometriis, voluminibus productionibus, ac tolerantia requisitis accommodatus. Differentiae intellegendae essentiales sunt, cum eligunt supplementum vel designantes componentem ad ignoscendum.
Aperto-Die Forging (Cogging, extractionem, evertentes)
In cudendo aperto mori, ferrum inter plana laboratum vel simpliciter informatum perit qui fabricam non includunt. Auctor repositiones et conclave inter malleolum ictus gradatim informat. Haec methodus pro magnis, simplicibus figuris — hastilia, orbes, annulos, et caudices adhibet — et pro naufragii regulae ad structuram frumenti proiectam grossam excolendam.
Partes pendentes alicubi ex paucis chiliogrammatibus super CCC millia amphoras producuntur hoc modo. Consociationis Forging Industry aestimat quod aperta-moriuntur falsas diametros attingere posse III metris vel propter graves applicationes industriales sicut spicula hydroelectric et reactoris nuclei pressionis vasis capitibus. Dimensiones tolerantiae solutae sunt comparati ad opus occlusum-moriendum — typice ± 3—10 mm — tam insigniter prebenda machinis constructa.
Clausa Mori (Impressionis-die) Forging
Hoc est dominans ferrum cudendi methodus ad subtilitatem componendi. Dies superioris et inferioris continent impressiones speculi figurae partis desideratae. Cum torrida contorta percussa vel pressa est, materia fluit ut cavitatis et excessus metalli repleatur ut mico circa bivium aciem exprimat. Fulgura in separato operatione ornata.
Clausa, alea tolerances attingit cudebat ±0.5–1.5 mm in dimensionibus criticis et partes prope rete-figuras producere possunt, quae minimam machinationem metam requirunt. Connexiones autocinetae virgae, crankshafts, rotae axium, et suspensio partium fere universaliter hac methodo factae sunt. Typical eget iunctio virga cudebat linea cursus at CCC pieces per horam Probatio vexillum est productionis totius voluminis.
Processus typice involvit plures stationes morientes: limbus (vel plenior) ad materiam redistribuendam, interclusio (figura aspera), perficiens (geometriam ultimam), et tondet. Unaquaeque statio sumptus instrumenti adicit, sed opus minuit, quod in unoquoque deinceps gradu requirat et materiam utendo meliorem efficiat.
Volvunt cuneum et crucis-cuneum Rolling
Volvendum cudendum transit calentem conclave inter rotulos formatos ad materiam elongandam et redistribuendam per longitudinem. Saepius usus est ut gradum praeformans ante fictionem clausus moriatur — verbi gratia, longam praeformem acuminatam pro virga connectens ante impressionem finalem. Cuneum crucis volvens (CWR) utitur duobus gyratoriis proiectionibus cuneis informibus ad formandas partes axisymmetricas sicut pila iuncturae fibulae, ephemerides axem, et caules valvae in velocitatibus maximis — usque ad DC pieces per minute in ipsum lineas.
Isothermal et Hot-Die Forging
In fictis conventionalibus, dies significanter frigidiores sunt quam fabrica (typice 200-300°C versus 1,100-1,200°C pro ferro). Haec differentialis temperatura infrigidat superficiem scriptionis in contactu, fluunt accentus augentes et limitando quomodo figura multiplex in uno ictu presso effici potest. Fictor isothermal calefacit perit ad temperaturam prope fabricam, infrigidando reducendo et perquam accurata, prope rete-figura productione complexorum aerospace compositarum. Carum ac tardum est — praesertim ad titanium mixturas et nickel superalloys reservatum — sed principium interdum ad fodiendas ferrum specialty applicatur pro partibus structurarum aerospace, ubi materiales rationes ad-volantes extenuantur oportet.
Frigus cudebat Steel
Frigidum fingit ferrum ad locus temperatura vel temperaturas elevatas (sub limine recrystallizationis proxime 450° F for carbonis steels ). Absentia calefactionis nullam scalam significat, optimam superficiem metam, et arcta tolerantiae - fasteners, globuli clauorum, ac paxillos praecisio frigoris fere composuerunt. In tradeoff est altus fluxus accentus et laboris obduratio significantes; torcular onerat sunt 3-5 temporibus altior quam ad caldarium eiusdem materiae cudendum, et medium inter lineamenta formandum gradus saepe ad ductilem restituendam requiritur.
Die Design pro Ferro Forging: Flash, Draft et vittae
Mora consilium est unum ex maxime aspectibus technice quaerendi processus cudendi. Mora male disposita defectus producit, materiam nimiam consumit et cito consumitur. Parametri sequentes sunt fundamentum cuiuslibet instrumenti ferramenti clausus-morte cudendo.
Flash Land and Flash Gap
Micans est tenuis pinna ferri quae inter medias partes moriuntur in bivio evadens. Terra quam vastitas pura, pressionem tergum creat quae materias in costas tenues et in complexu cavitates cogit. Mico gap (crassitudo terrae) est typice 1-3% de parte suus 'altitudinis projected . Nimis late diffluit materia hiatus; nimis angustum intervallum erigit, mori periculosis oneribus gradus. Mico pondus in autocineto typicam fictis rationibus pro 15-20% de conata conata pondere quae ornata et REDIVIVUS.
Draft Anglorum
Omnes verticales parietes in falsario acuminati sunt — in angulo ad directionem viae moriturae inclinantur — sic pars emittitur a mori sine laceratione. Vexillum capturam anguli ad ferrum cudendum sunt 5-7° in externis superficiebus et 7-10, in internis superficiebus . Ardua loca claudunt partem contra eiectum; insufficiens captura causarum acerba moriuntur et superficies dilacerant. Morere consilium programmatis sicut Deform, Simufact, vel QForm machinas nunc permittit ut fluxum metalli simulare et underfill, lambere, et lapsum mori ante sectionem unius instrumenti ferri.
Radii vittae et anguli
Acutae angulis internis in cavo morientis intentionem accentus in materia morientes efficiunt et plicas (lapsos) in cudendo efficiunt. A minimum vitta radius 3-6 mm ferrum est stimulum ferri; in altum accentus areas ut commissuras telae costae super flanges, radios 8-12 mm communia sunt. Cogitantes interdum ad radios strictos impellunt ad machinationem stirpem redigendam, sed in vittis undersize constanter ob defectum mori praemature - mori vita stillat. 10,000 pieces sub 3,000 pieces cum radii anguli dimidiati sub minimo commendatur.
Discedens linea Location
Distinguendi linea — ubi duae medietates moriuntur — collocari debet ut partem tollatur, minimize periculum mismatch moriatur et locus splendeat in loco ubi torulo recta est. Pro partibus symmetriis, recta per maximum sectionem scindens vexillum est. Partes asymmetricae, vel cum undercuts, possunt requirere lineam abeuntem vel compositam, quae complexionem et sumptus mori adiungit.
Cudebat Equipment: Hammers vs. Presses Upsetters
Electio instrumentorum fictorum format quae geometrae efficiantur, quam celeris productio currat, et quid capitis collocatio requiratur. Tria primaria genera — malleorum, torcularium, et scatentium — inter se notas distinctas operandi habent.
Gutta Hammers (gravitas et potentia adiuti)
Malleus ferrum fabricat per ictum - aries cadit et recedit contra fabricam velociter, energiam ut ictum impulsivum tradens. Gravitas malleorum aestimantur per arietem pondus (exampla 1 tonne to 25 tonnes ); malleorum potentiae assistentium (fumo, pneumatico, vel hydrau-hydraulico) vim substantialem evolutae extendunt. Ictum rate et velocitas altae sunt, quae dynamicam recrystallizationem in ferro promovet et malleationes subtilissimas producit. Mallei figuras multiplices cum imis costis excellunt sed vibrationem et sonum significantes gignunt. Suas movere rates of 60-120 ictus per minute celeri multi- ictu sequentia in uno calore patitur.
Mechanica et HYDRAULICUS Forging Presses
Pressura vim adhibere ad moderatam, tardiorem rate - exprimendum potius quam ictum. Mechanica crank premit vagarentur a 500 tonnes to 12000 tonnes et operantur positiones ad fixa plagas, eas valde iterabiles et ad lineas translationis automated accommodatas. Hydraulica torcularia perveniant 50,000 millia amphoras vel plures ad magnas fabricas aerospace fabricandas ac velocitatem arietis et ictum variari permittunt — utiles ad mixturas commissuras temperaturas-sensitivas vel ad multi-gradum formandum in uno statuto mori.
Forssarum torcular typice meliorem consistentiam dimensionalem ostendunt quam mallei fodiendi, quia aries positio in fundo centro mortua figitur. Tardius deformationis rate etiam permittit calorem a superficie dissipare, quod potest esse vel commodum (superficies grani subtilioris) vel incommodum (reduca ductilitas calida in cute) secundum stannum.
Turbavit Forging velit (Upsetters)
An eversor finem claustrum tenet et vim horizontalem comprimit et expandit, processus turbationis auget sectionem transversalem dum reducendo longitudinem. Ita sunt capita fulmen, caerimoniae languae, et caules valvae formantur. Upsetters adhibere 400-4,000 amphoras vim clamiendi et cudendi in plano horizontali atque in alta rates productionis operantis minimis intervenientibus agunt. Materia utilitas excellens est, quia parum vel sine ictu generatur.
Post-cura caloris curatio: Normalising, extinguens et temperans
Proprietates cudendi ferri ex parte tantum ab ipsa operatione cudendo determinantur. Curatio caloris fabricandi post fabricam ultimam microstructuram et proprietates mechanicas moderatur, saepe differentiam faciens inter partem specificationem et illam quae in servitio deficit.
Normalising
Normalising calefacit cudebat to 50-60 ° C supra superiorem discrimine temperatus (Ac3) — typice 870-950°C pro ferro medio-carbo — et in aere adhuc refrigerat. Haec conflat et homogenificat structuram frumenti inaequali deformatione turbatam, passiones internas levat, et microstructuram basilineam constantem efficit ut subsequentes machinationes vel caloris curationes efficiat. Normalised MXLV ferro typically attingit distrahentes vires 580-640 MPa - sufficiens ad multas applicationes structuras sine ulteriori curatione.
Annealing
Furnum plenum involvit austenitizing (super Ac3 calefaciendo) sequitur fornax lentissima refrigeratio - saepe in rates moderata. 10-25 ° C per hora . Ex quo fit mollissima, conditio ferri machinabilis. Summus carbonis et instrumentum malleoli ferri solent ante machinam perficiendi annectere, deinde re- indurare et ad ultimam duritiem temperari. Processus furnum (sub-criticus) subigens, mox infra Ac1 deductus, falsas falsas sine plena transformatione mollit.
extingue et tempera (Q&T)
Haec est gravissima et communissima curatio caloris designati pro magno robore composuerunt ferro componentes. Fictis austenitized (typice 840–870°C pro 4140), dein celerius extincta in oleo, aqua, vel polymerorum solutione ad mutandum austenite ad martensitem — tempus durum, fragile. Tunc temperatur pars extincta retrahendo 200–650°C ; quo superior temperies, eo plus duritiei ac distrahentis roboris ductilitas restituitur.
A 4140 in oleo exstingui cudendum et temperatum ad 315°C proxime attingit 1,550 MPa distrahens / 1,380 MPa cede / 11% elongatio . Temperatus anno 595°C, eadem materia efficit circiter 980 MPa distrahens / 830 MPa cede / 20% elongatio . Negotiatio inter vires et ductilis congruere debet cum applicatione lassitudine, impulsu et onere static necessaria.
Imperium Refrigerationem (comprobatum-and-Cooled Microalloyed Steels)
Ferri ferri cum vanadium, niobium, vel titanium (V-Nb-Ti gradus) consequi possunt proprietates mechanicas comparandas ferro Q&T, temperando ratem refrigerantem directe post fabricando - eliminando fornacem separatum extinguendi et temperandi cyclum. Haec "frigidatio directa" vel "processus thermomechanicus moderatus" industriam consummationis et cycli temporis minuit 30-40% comparatur ad placitum Q&T, et nunc est norma pro virgas connectens automotiva et articulos gubernans in productione magni voluminis.
Commune Steel De defectibus Forging et quomodo accidunt
Defectus fictis in duo genera latis cadunt: quae oriuntur in materia advenientis et generata in ipso processu falsario. Causam radicis cognoscendi cuiusque generis defectus sola certa via est ne recurrat.
Frigidus et gremiis Shuts
In gremio formae metalli complicatae contra superficiem mori sine glutino premuntur — superficies tangunt sed vinculum non faciunt quia oxidized habent. In inspectione, gremium apparet ut rima linearis stricta, saepe at XLV Die usque ad superficiem . Clausae frigidae similes sunt sed oriuntur e duobus fluminibus metallicis ad satis temperatum ad fuse concurrentes. Ambae defectus falsam non conformantes reddunt et eam typice exigunt, nisi tam leves sunt, ut in prebenda machinis amoveri possint. Radix causae est: figuram falsam formare, temperamentum insufficiens cudebat, nimia restrictio mico materiae praevenientes.
Underfill ac Die Missrun
Underfill contingit cum cavum mori non plene impletur - typice in costis tenuibus, loculis profunde, vel angulis acutis. Causatur ex insufficiens conata volumine, tabella off-medio posita, energia insufficiens cudendi, vel torella frigida quae ante ultimum ictum temperatura amissa est. Imple in criticis transversis sectionibus onus-portantium aream reducit et reicienda est.
Internum Voids et Pipe
DECREMENTUM porositas et fistula (cavitatis centralis in quasi-ingot) eliminari debent per gradus cudendi naufragii. Si cudebat ratio reductionis insufficiens - fere minimum IV: deminuto spatio Denotatum est pro malleis aerospace-gradis — reliquiae porositatis vel fistulae in partem finitam persistere possunt. Ultrasonic probatio (UT) at 5 MHz est modus normae deprehendendi internas evacuationes in falsis perfectis.
Frumentum flow Anomaliae
Frumenti directionalis fluxus (fibrarum structurae) in fictis effectis est una ex primis commodis in partes emissas vel machinas. Si processus cudendi male designatus est, granum fluxus machinatione secari potest, ab impropria materia fluxu turbato vel perpendicularis ad directionem primarii oneris ordinatur. Hoc signanter reducit lassitudinem vitae - lassitudo vires transversae ad fibra directionem esse possunt 30-50% inferioribus quam in longitudinem. Macroetch probationes in malleis transversis sectione patefacit exemplum fluxus frumenti et saepe in frusta inspectionis articularis primitiva requiruntur.
Overheating et Estuans
Excalfacit (supra commendatam temperaturam cudendi sed infra liquefactionem) auget incrementum frumenti quod duritiem et lassitudinem proprietatum minuit. Pars salvabilis esse potest cum curatione normalizing si nulla combustio incidit. Adustio — partialis liquatio grani limitis membranae humilis-punctionis augmenta liquefactionis (sulfides, phosphides) — immedicabile est. Fictio combusta, cuiuscumque speciei dimensiva, abradenda est. Inde est, quod pyrometer imperium et calibratio fornax facienda sunt in operationibus fictis certificatis.
Inspectio et Qualitas signa pro Forded Ferro Partibus
Ferri schedulae ad criticas applicationes destinatae subsunt regimini inspectioni comprehensivae obtegentes dimensionalem, superficiem et qualitatem internam. Signa applicabiles industria variantur, modos communes habent.
- Dimensionales inspectiones : CMM (machina mensurandi coordinata) gauging manuale vel contra tractionem cudendi. Primum articulum inspectionem (FAI) typically mensuras C% de ratione discrimine ; inspectio exemplaria productio secundum consilium AQL (exampla, AQL 1.0 ad notas criticas).
- Magnetica particula inspectionis (MPI) : superficiem detegit et prope-superficiem rimas in ferromagnetico ferro. Commoda automotiva, oleum et gas, et aerospace falsarii per ASTM E1444 / EN ISO 9934.
- Liquida penetrans tentatio (LPT) : adhibetur pro ferro magnetico (austenitico immaculato) vel ubi MPI impractical est. Detegit superficies defectus fractionis tantum.
- Ultrasonic probatio (UT) : detegit internas evacuationes, inclusiones, et rimas profunditas. Aerospace falsarum more requiritur ad occursum AMS 2630 (Class A vel B); ultrasonic munditiae requisita.
- Mechanica probatio : Tensiles, durities, Charpy ictum, lassitudo specimina ab integra examinis prolongationibus secantur vel separatim composuerunt fragmenta test. Proventus debet occurrere valoribus minimis per specificationem materialem applicabilem (exempli gratia, AMS 6349 pro fodiendis ferro 4340).
- Macroetch et microstructure examinis : sectiones crucis signatae sunt ut fluxum frumenti patefaciant et metallographice cohibitum pro grano magnitudine (per ASTM E112), decarburizationis altitudine, et absentia lapsuum, commissurae, seu inclusionum.
Ad aerospace applicationes, falsarii insuper ad certos regulas caloris per sortem documentorum depravabiles esse debent — tota catena a rudi ferro ad partem perfectam liquefactam comprobatur et retinetur pro vita airframe, saepe. XXX annis .
Quam fictum Steel comparat proiicere et Machined Ferro
Quaestio oritur in omni fere consilio recensionis: cur instrumentum sumptum et processum complexionem cudendi solvunt, cum deiectio vel machinatio e stirpe vecte eandem figuram externam producere potest? Responsum est in microstructura interna et in effectu sub cyclico et ictum loading.
| Property | Forged Steel | Mittite Steel | Machinatus ex Bar |
|---|---|---|---|
| Frumenti compages | Elegantiarum, fibra directionalis fluxus | Crassum, temere dendrites | Advolvit talea frumenti - machining sectis |
| Porosity | per se nemo | Potest DECREMENTUM evacuat | Nulla (in opere talea) |
| vires lassitudo | Princeps (100%) | 60-80% de fictis | 70-90% de fictis (grano Conscidisti) |
| Impulsum spissitudo | Praeclarus | Inferius (cast segregationis) | Bonum (pendet ab intentione) |
| Tooling pretium | Princeps ($5,000-$200,000 ) | Moderatus (2,000- $ 50,000) | Low (non tooling) |
| Materia utendo | bonum (near-figura) | bonum (near-figura) | Pauper (significant chip vastum) |
| Aptissima for | Princeps accentus, summus orbis partes | Geometria complexa, accentus media humilis | Minimum volumen, figura complexa |
Lassitudo utilitas ferri ficti est differentiator maxime commercium. In applicationibus ut virgas autocineticas connectens, ubi X "onus circuitus" in vita componentia sunt exercitationes, frumenta falsarum profluentia directa utilitas theorica non est - mensurata, documentum effectus margo est, quod fusura aequivalenti pondere et sectioni aequare non potest.
Key Industria pendent Ferro Forging
Ferro cudendo non circumscribitur ad unam partem. Coniunctio altae fortitudinis, certae sanitatis internae, et consilium flexibilitas efficit ut ferrum fabricatum sit defalta electio, ubi pars defectus gravis salus vel eventus oeconomicus haberet.
- Automotive : Crankshafts, connectens virgas, camshafts, articulos gubernans, arma moderans, CV junctura insterni, rota canti. In mercatu autocineto globalis ferrum plusquam aestimatum est $ XX billion in annis, cum uno media magnitudine vectoris vectoris continens 40-60 kg de ferro composuerunt componentibus.
- Oleum et gas : Flanges, valvulae, tees, putei laterales, terebro monilia, ac caerimoniae natalium. Falsationes pro servitio acerbi (H₂S ambitus) occurrere debent NACE MR0175 / ISO 15156 durities limites ne sulfides accentus crepuit.
- Aerospace : cornu attachiamentum caerimoniae, appulsum vasa componentium, bulkheads, machinas et munitiones. Emptio ad muscam proportio malleatorum aerospace — pondus condolae crudae a parte perfecti ponderis divisae — obsidionem in prope rete-figura fabricavit ut titanium et nickel stannum vastum reduceret, at ferrum malleorum criticum pro elementis airframatis structuralibus manent.
- Virtus generation : Turbine rotors, generans hastilia, pressus vasorum capita, et boiler caerimonias. Patefacio-moritur composuerunt rotors ad magnas turbines ponderare 200 tonnes et capiat menses progressivos cudendos et curationes caloris complendas.
- Constructione et fodienda apparatu : Apparatus blank, sphockets, axis insterni, situla paxillos, et nexus vestiendi. Repugnantiam et duritiem incutiunt, prioritatem praecisionis dimensivae in his applicationibus.
- Defensio : tormentarii dolia, corpora proiecta, scutella armaturae nexus, et vehiculi agmen componentium pellunt. Mil-spec falsarum materiam investigabilitatem certificatam et testem exploratores ab inspectoribus gubernationis requirunt.
Cogitationes practicas cum Sourcing Ferro Forgings
Si emptor vel machinator machinator es ad partes malleas fabricandas potius quam ad fabricandum te ipsum transvolans, factores sequentes determinant an supplementum ad requisita tua fideliter tradere possit.
Torcular capacitas et fabrica pondus capacitas
Quaelibet fictor taberna maximam habet tonnagium vel malleum energiam torcularis quae terminum superiorem ponit in qua parte magnitudinum et fluxus materialis eum tractandum extollit. Confirma in elit maximae molis torcularis contra proiectum cudentem pro parte tua — software simulation (Deform, QForm) aestimare potest intra tonagium requiratur ±15% subtiliter. A operante domum fabrica infra LX% sui rated facultatem in officio tuo melius est mori praesidium et plus reservationis energiae quam currentis ad modum.
Calor Curatio et Testis Facultas in-Domus vs. Outsourced
Multae minora ferrariae amovendae sunt caloris curatio et tentatio non perniciosa. Hoc automatice problema non est, sed plumbum tempus addit et vinculum qualitatis aliam catenam. Ad applicationes criticas, cognoscere calorem curationis subcontractoris esse NADCAP-accreditum (in aerospace) vel aequivalentem habere absolute, et NDE fieri per gradus certificati II vel Level III technici per ASNT SNT-TC-1A vel EN ISO 9712.
Tempus ne res
Novus alea consilio et fabrica typice accipit 6-16 hebdomades secundum incomplexitatem mori, ferrariae periturae cubiculi capacitatem, et sive simulatio tryout-substructio adhibetur. Primum articulum productio et inspectio aliam addit 4-8 hebdomades ad certificati falsarii. Budgeting minus, quam XX weeks total ex solutione ad partes primae conformes trahendas est optimatium pro novo clauso-dio ferro programmatis cudendi. Re- moris exsistendi iussus quam minimum tradi potest 4-8 hebdomades secundum fornacem scheduling et post-curationem queues.
Minimum quantitates Ordinis et Tooling AMORTIZATIONIS
Clausa-die tooling pro more autocineto-genus componentis costs $20,000-$80,000 . In libris humilibus, haec sumptus unitas pretio dominatur. Communis analysis dissolubilis: si instrumentum est $40,000 et quantitatis currendi est 500 frusta, instrumentum addit $80 per partes — saepe acceptum. Ad 5,000 frusta, addit $8 per drachmam. Ad 50.000 nummorum quotannis (sicut in serie productionis automotivae), instrumentum instrumentum ad rem pertinet contra sumptus processus per-partitos. De instrumento possessionis et vitae cautione (typically 50,000-200,000 pieces nam H13 moritur in ferro cudebat) antequam committeret ad longum tempus copia consensu.