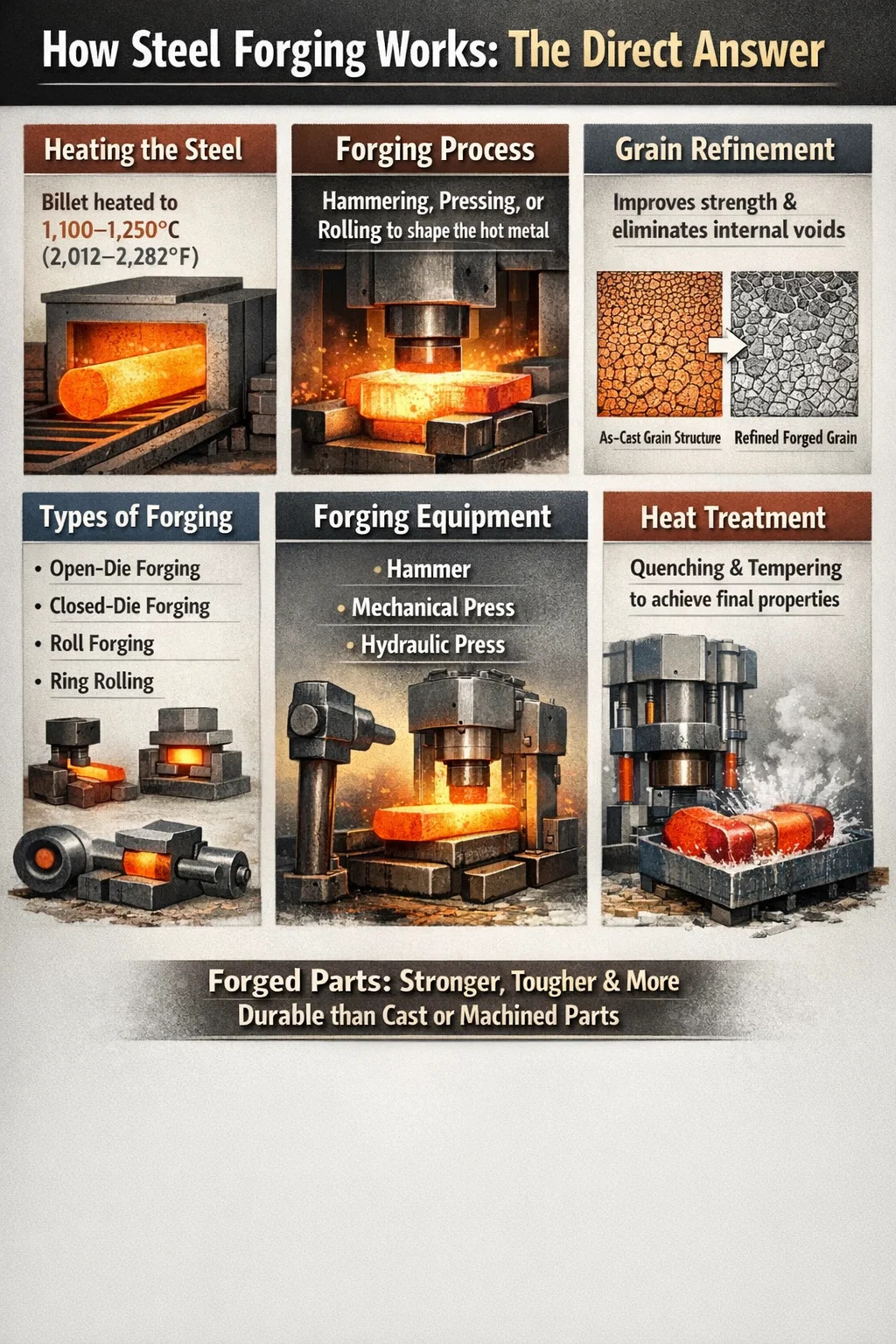
Quam Ferro Forging Works: The Direct Answer
Ferro cudebat est processus formandi ferrum applicando vim compressivam — vel per tundendo, premendo vel volvendo — dum metallum calefit ad temperiem quae eam plasticam et operabilem efficit, sed non liquefactam. Consequens est pars cum superior mechanica comparatur ad ejiciendum vel machinis componendis, quia processus fabricandi structuram frumenti internum conflat et evacuationes internas eliminat.
In praxi, ferreus torrens vel globulus calescit inter 1,100°C et 1,250°C (2,012°F ad 2,282°F) ad cudendum calidum — methodus industrialis frequentissima — deinde sub prelo vel malleo posita, quae eam in figuram desideratam deformat. Tum pars informata sub conditionibus moderatis refrigeratur et per machinis, caloris curationes, vel processus superficiei perficitur.
Hoc non una ars, sed familia processuum interretialium est. Secundum partem geometriae, volumen productionis, tolerantiae et gradus materiales requiritur, artifices ex aperto mori cudendo eligunt, occlusum mori (impressionem-mori) cudendum, volvi cudendum, anulum volubilem vel cudendum isothericum. Quaelibet tradit varias negotiationes inter materiales utendos, sumptus mori, accurationem dimensionalem et multiplicitatem deducerebilem.
Rudis Material: eligens ferrum ad Forging
Non omnis ferro gradus itidem procudit. Contentum carbonii, elementa mixtura et munditia liquefacti omnes afficiunt quomodo materia sub pressione fluit et quas proprietates partis perfectae attingit. Ferri dimittendi late comprehenduntur hoc modo:
- Ferri carbonis low-(0.05-0.30% C); Ductilis et facilis ad cudendum; usus ad partes structurarum, fulmina et spicula quae extremam duritiem non requirunt.
- Ferri carbonis medii (0.30–0.60% C); De industria cudebat operarius; gradus sicut AISI 1040 et 4140 adhibentur pro crankshafts, connexis rodis, anni et axibus.
- Princeps chalybeis carbonis (0.60-1.00% C); Durior et robustior, sed magis sensus in cudendo crepuit; usus ad fontes, cancellos, et ferramenta.
- Admiscere ferreos (4000, 8000 series); Chromium, molybdenum, nickel, et vanadium additamenta, duritiem et duritiem emendant; communis aerospace ac gravibus machinis.
- Immaculata steels (300 series et 400); Superioribus cudendis pressuris et temperie arctius require; usus in chemicis, cibi processus, medicamentis adhibitis.
Truncus cudebat ut vectibus rotundis advenit, tabellae e vecte revoluta, vel ingotis in partes maximas incisae. Billet pondus eget components fere vagatur a 0,5 kg ad XXX kg , dum magnae machinationes industriales — qualia sunt turbines spicula vel vas pressionis flangorum — incipere possunt ab instantibus plurium amphorarum pondo.
Calefaciens Steel: Temperature, Fornacis et Scale Imperium
Calefaciens est, ubi processus cudendi actu incipit, et longe moderatior est quam imago vecte ardentis ab igne evulsa suggerit. Questus temperatus iniuria - etiam per 50°C - significare potest ficsiones rimosas, nimiam lapsum mori, vel partes quae inspectionem non desunt.
Concussae Temperature ranges ab Ferro Type
| Steel Gradus | Satus Forging Temp (°C) | Fingere Forging Temp (°C) | Typicam Applicationem |
|---|---|---|---|
| AISI 1020 (demissa C); | 1,260 | 900 | Structural uncis, valvis |
| AISI 4140 (Cr-Mo); | 1,230 | 850 | Crankshafts, anni sunt |
| AISI 4340 (Ni-Cr-Mo); | 1,200 | 870 | Portum elit calces |
| 304 | 1,150 | 900 | Valvae corpora, flanges |
| H13 Mors Principium Steel | 1,100 | 900 | Mori addit, tooling |
Fornacibus industriis cudendi sunt fornaces foci ignis gas- gyratorii, fornacibus impulsus, seu inductio systematis calefactionis. Inductio calefactionis praevaluit ad productionem summi voluminis minorum tabellarum, quia ad 50 mm diametri conclave calefacit ad temperaturam cudendo. sub LX seconds , superficies scalas fere totaliter tollit et dure utitur 30-40% minus industria quam aequivalens systemata fornacem Gas.
Scala - iacuit oxydatum ferreum quod format in superficie per fornacem gas calefactionis - quaestio constans est. Si scala in partem superficiei per contactum mori prematur, defectus superficies efficit qui additional machinationem vel reiectionem causa requirunt. Summus pressura aqua descaling rumpit operating at 150-200 bar normae sunt in torculari lineae ad inspirationem scalae off statim antequam conata intrat mori.
Patefacio-Die Forging: Flexibilitas pro partibus magnis et consuetudinibus
Aperte fictor mortuus est — liber fictor vel fictor faber appellatus — utitur planis, V informibus, vel simplicibus contoured perit qui fabricam non includunt. Auctor vel automated systema circumagitur ac repositiones tabellae inter singulas ictum press, paulatim laborat in figuram desideratam. Haec ars fabricandi tabernam immensam mollitiem dat; unus paro of plana mori potest producere aliquem numerum diversorum partium figurarum simpliciter mutando quomodo in workpiece tractatur.
Apertum fictorum modus est electionis partium quae nimis magnae sunt pro occlusis moritur — turbines rotor spicula, navis propellens spicula, flanges magnae, conchas vasis pressurae, et volvitur mola. Partes hoc modo productae ex paucis chiliogrammatibus usque ad ponderare possunt plures centum amphoras . CCC MN torcular apud Sinarum Secundum Gravis Industry Group est una maxima in mundo, capax ad componendos Titanium et ferrum pro viribus nuclei plantarum et structurarum aircraft.
Processus series ad magnum scapi typice similis est:
- Ingot mittitur et solidatur; the top (riser) and bottom (butt) sections with segregation and voids are carped off, remove up to 20-25% of the original ingot pondus .
- Reliquae regulae eiectae et turbatae sunt (axialiter compressae) structuram grani ut iactum frangere et vacuitates internas claudere.
- Tabella sub prelo extracta est, incrementaliter gyratur inter ictus ad materiam uniformiter operandam.
- Multiplicatae repetitae sunt pro magnis fragmentis ad conservandam operationem temperamenti supra metam cudendi limitem.
- Fictio aspera est rudis machinata ad irregularitates tollendas et pro defectibus internis ultrasonice sedatus.
Materia utendo in aperto mori cudebat minus est quam in opere-clausis alea - typice 60-75% inchoationis pondus desinit in cudendo confecto. Reliquum est ut seges, scala, machinatio tollantur. Quamvis hoc, propter amplissimas partes vel unamquamque, humiles sumptus morientes apertam reddunt optionem oeconomice modo viabilem.
Clausa Die Forging: Precision and High-Volume Production
Fictor clausus - mori - fictor etiam appellatus impressionis-moriturus - usus medietates morituri aequatae superioris et inferioris continentes exactam negativam partis perfecti impressionem. Cum prelum claudit, ferrum calefactum conclave in cavo mori implet et figuram impressionis praecisam sumit. Excessus metalli exprimitur in anulum tenue, qui vocatur mico, quod postea incisum est.
Haec est dominans methodus summus voluminis productionis partium structurarum et mechanicarum: virgas connectens automotiva, articulos gubernans, rotae axium, alae sparsae aircraft et instrumenta manus. Moderni clausa-alea cudendum attingit dimensional tolerances ± 0,5 mm vel arctius in medium amplitudo, signanter reducendo machinis amni ad dejectionem comparatum.
Multi-Statio Die Sequence
Partes compositae raro ad finalem figuram in uno ictu composuerunt. Obstructio alea dividitur in stationes impressiones multiplices ordine dispositas;
- Plenior impressio; Metallum longitudinaliter distribuit, sectionem transversalem in puncta specifica reducit.
- Edger impressio; Metallum in zonis specificis colligit et in crucis-sectionali profile dure figurat.
- Clausorem impressionem: Prae- format fabricam figurae quae extremae parti proxime similis, sed cum radiis maioribus et typo magis.
- Impressio finitor: Partem affert geometriae finalis, formans singularia et stricta radios. Lucidus hic genitus.
Ut virga autocinetica typica connectens in AISI 4140, tota series — ab inserendo conclave ad extrahendum mico ornaverunt cudendo — sumit. sub XXX seconds de moderno torculari mechanico ad 25,000 ad 40.000 kN censi. Una linea potest cudebat DC ad 1,200 virgas connectens per hora .
Flash and Material Utilisation
Flash typically repraesentat 10-20% de conata conata pondere in conventional clausa-moritur cudebat. Fictio splendens — varians ubi alea plene inclusus est et volumen conclave cavitati praecise congruit — hanc vastitatem tollere potest, sed accuratissima praeparatio et pressionis copiae altiores requirit. Ponitur in partibus sicut tabulae calces et annulos gerens ubi sumptus materiales compendiorum complexionem additam iustificant.
Roll Forging and Annulus Rolling: Specialized Shaping Methods
Ultra duo genera fictorum principalia moriuntur, plures processus speciales ferri cudendi sunt intellectu digni, quia genera producti specifici dominantur.
Roll Forging
In volumine cudendo, conclave calidum transit inter duos rotulos calculos versos cum striatus formatis in superficiebus suis. Cum conclave percurrit, rotulae suam sectionem transversam minuunt et extendunt, metallum distribuens in accurata exemplaris operandi operandi altera quae necessaria est. Roll fictio late usus est ut praecedens gradus ante clausus-moriatur cudebat partium elongatarum sicut virgas connectens et folium ver codicellos. Distributio materialis ampliat ac minuit numerum impressionum clausis-moralium quae requiruntur, secans intereat lapsum et cyclum tempus.
Ring Rolling
Annulus volubilis inconsutilem annulos efficit perforato foramine in disco informibus cudendo vestis et deinde dilatando inter volumen principale et otiosiorem volumen dum axiales rotulos plani anuli altitudinem coercent. Effectus est annulus inconsutilis cum structura frumenti continenter fluens circa circumferentiam eius — praestantia structuralis insignis in anulis e lamina sectis aut glutino fabricatis.
Involutus annuli vagantibus parvis ferens gentibus appendens sub I kg ut ingens ventus turbines flanges et vas nuclei reactor flanges cum diametris extra modum 8 metris et pondera supra 100 tonnes . In aerospace industria nititur titanio anulo-voluto et ferro componentibus pro jet machinis casingibus, tabulis, ac ponderibus.
Frigidum et calidum Forging: Opus Steel Infra Calorem Rubrum
Fictor calidus non est optio sola. Frigidum cudebat — fit vel prope locus temperatus — et calefactus cudebat — typice at 650–900°C pro ferro - offerunt varias compositiones superficiei finis, accurate dimensionis, et observantia mechanica.
Frigus Forging
Frigidum cudendum ferri innititur operi obdurationi: sicut metallum deformat plastice, eius densitas inordinatio crescit et gradatim fortior fit. Partes per frigus cudendo consequi potest superficies finit Ra 0.4-1.6 µm et dimensiva tolerances arctius quam ±0.05 mm sine ulla machinatione. Summus volumen productionis fulminum, nucum, cochlearum, et blank instrumentorum frigidorum formatorum sunt primariae applicationes.
Limitatio magnae copiae requiritur. Frigidum cudebat a low-carbolum chalybeum requirit fluxus passiones of 500-800 MPa comparati 80-150 MPa de eadem materia in calidis cudendis temperaturis. Moritur cursim gerunt, et ferrum typice annectatur et re-lubricatur (saepe cum systematis phosphate-saponis) inter gradus ad operationes multi-passas formandas.
calidum Forging
Calidum cudendo sedet inter calidum et frigidum secundum utriusque caliditatem et exitum. In temperaturis intermediis, fluunt accentus reducuntur ad frigora operantia, pressionem tonagium requisita — dum superficies qualitas et praecisio dimensiva multo melius sunt quam caldaria cudendo, quia formae minoris scalae et thermae DECREMENTUM minor est. Calidum fictio magis magisque adhibetur ad praecisiones anni et CV iuncturas in autocineto autocineto, ubi coniunctio accurationis et superficiei bonae propinquae figurae integritatem minuit totalis sumptus fabricandis ad sequentia machinae ferrariae comparata.
Fictor Apparatus: Malleus, Mechanica Presses, et Presses HYDRAULICUS
Apparatus vi falsarum tradens oeconomicos, facultatem, et outputa rate operationis format quantum in alea consilium facit. Tres machinae principales rationes dominantur ferro industriae cudendo:
cudebat Hammers
Malleoli libera energiam mittendo vel impellendo arietem ad alta velocitate descendentes. Deformatio energiae motuum energiae arietis moventis. Gravitatis stilla malleorum simplicissima sunt; potentia malleorum utuntur vapore aeris compressi, vel pressionis hydraulicae ad accelerandum arietem, attingendo ictum vires ab. 5 kJ ut supra 1,000 kJ pro magnis malleis duplices agens vapor. Malleoli bene aptae sunt ad aperiendum moriendum formarum complexarum cudendum, quia multiplices ictus celeres materiam gradatim operari possunt. Princeps contentionem rate mallei ictus etiam significat minus contactum mori temporis et inferiori onere scelerisque mori.
Mechanica Forging Presses
Mechanica torcularia utuntur crank musca agitatae eccentrici, ut energiam rotationis in unum ictum arietinum per revolutionem convertant. Facultates vagarentur a 5,000 kN ad 125,000 kN . Plaga fixa et praedictio arietis positio eas ideales efficit ut multi impressionis clausae opus moriantur cum iteratione dimensionali stricta. A 63,000 kN mechanica torcular - in communi magnitudine pro gravibus autocinetis cudendis - decurrit ad typically 40-80 ictibus per minute ut altissimas productiones emeret.
Hydraulica Forging Presses
Instat hydraulica vis generantia per pressionem fluidum altum in cylindrum agens. Dissimiles torculari mechanicae, plenam tonagium per ictum tenere possunt et cum velocitate et vi perfiles arietis complexi programmata esse possunt. Hoc efficit ut essentiales ad isothermal cucurbitulae superalloysorum aerospace, ubi tardae contentiones necessariae sunt ad calefactionem et crepitum adiabaticum vitandum, et ad operationes permaximas apertas. Mauris torcularia cudebat mundi - quos possidet 750 MN torcular ad VSMPO-AVISMA in Russia — hydraulica sunt.
Quid accidit Frumenti structura Per Ferro Forging
Mechanica superioritas malleatorum in fusurarum directe venit ab ea quae cudendo ad microstructuram internam ferri facit. Hac de causa intelligens falsas quasdam applicationes criticas etiam cum signanter plus constant.
Sicut ferrum iactus continet crassam, dendriticam grani structuram cum segregatione chemica inter limites frumenti et recusationem internam evacuat vel porositatem. Qua materia ficta multa simul fiunt;
- Frumenti elegantia; Magna grana iacta a deformatione plastica dirupta sunt et postea in minora, aequiaxata grana in aequabili et post calida operante dissolvuntur. Minora grana melius significant duritiem et lassitudinem virium.
- Claustrum inane: Porositas interna et parvarum imminutio ab compressionibus cudendi extollendis clausis et iuncta sunt, praesertim in multi- passibus apertis operationibus cum rationibus magnis reductionibus.
- Fibra fluunt; Inclusiones non-metallicae et stringers carbida elongatae sunt et aligned cum directione metallici fluunt, granum fluxus creantis exemplaris. Cum cudendo mori recte ordinatur, hic fibra fluens sequitur figuram partis, et granum fluunt lineae parallelae axi accentus in servitio — resistentia signanter meliori lassitudine comparata ad blank machined ubi lineae fluxus incisae sunt.
- Homogenization: Repetita calefactio et deformatio elementorum commixtio magis distribuit uniformiter, graduum compositionalium minuendo, quae structuras iactas debilitant.
Pars ferro bene ficta potest exhibere usque ad 40% superiores lassitudines vires, 20% superiores distrahentes vires, et conspicue superior ictum spissitudo ad compositionem nominis iactum pars eiusdem. In applicationibus sicut aircraft accesserunt armamenta vel autocineta crankshafts - ubi onera cyclica et occasiones incursus designant rectores sunt - haec lucra marginales non sunt.
Calidum curatio post cudebat: Expleto Metallurgical Cycle
Ad cucurbitarum stannum chalybeum, sola operatio cudendi non reddit ultimas proprietates mechanicas requisitas. Post-calfaciendi curandi gradus est gradus, qui in scopum comae compositionis fortitudinis, duritiei, et duritiei est.
Normalising
Calefaciens to 850–950°C et aer refrigerans structuram frumenti expolit et microstructuram post fabricationem homogenet. Ordinare saepe specificatum est curationem baselineam pro malleolo carbonis et humili admixto ferro ante finalem machinationem et interdum solus calor curatio requiritur ad applicationes inferiores perficiendi.
extingue et tempera (Q&T)
Nam summus perficientur admisceatur malleator ferri, austenitizing (typice 830–900°C aqua , oleum , vel polymerum restinguere , ac deinde temperare 450–680°C Vexillum est via ad consequi excelsum robur cum adaequata duritiei. An AISI 4340 in Q & T conditione ferrum cudendum potest consequi vires distrahentes 1,000-1,800 MPa fretus temperaturae temperaturae, aptam ad fabrica- tiones aircraft et partes agitatoriae graves officiorumque faciendos.
Annealing and Stress Relief
Magnae falsae cum complexu geometriae accentus significantes residuales ex inaequabili refrigeratione post cudendo retinere possunt. Accentus subsidio annea at 550-650°C — infra transformationem temperatus — residuas accentus sine duritie substantialiter mutans minuit, impediens corruptelam in finali machinis. Hic gradus est praxis vexillum pro magnis corporibus valvae, stipitibus mori, et vasis pressuris componentibus.
Quality Control and Testing in Steel Forging
Ferro schedulae destinatae ad applicationes criticas subeunt regimen rigidum inspectionis, quod tam superficies quam qualitatem internam obtegit. Probationes specificae quae requiruntur pendent ex industria vexillum — ASTM, EN, JIS, seu specificationum emptorum specialium — sed haec late applicantur:
- Ultrasonic Testis (UT); Summus frequentia soni fluctus interna vitia deprehendunt - rimas, evacuationes, inclusiones - quae in superficie sunt invisibilia. Requiruntur fere omnes aerospace, nuclei, pressionis instrumentorum malleatorum; criteria acceptationis a zona definiuntur (exempli causa, nullum indicium excedens 2 mm rotundum perforatum aequivalens in zona boreali).
- Magnae Particulae inspectionis (MPI); Superficiem detegit et circa superficies rimas in ferromagnetico ferro magneticam partem et particulam suspensionem ferream applicans. Standard for automotive of safety-critical malleatus ut articulos gubernans et rotae canti.
- Duritia Testis: Brinell vel Rockwell duritia in superficiebus machinatis mensuratus confirmat caloris curationem consecutionem rerum scopo range.
- Distrahentes et Impact Testis: Perniciosas probationes separatim in coupon testium commentorum - vel ex prolongationibus in partem fictis - comprobant vires cedere, vires distrahentes ultimas, elongationem, et industriam impulsum Charpy V-incisura in temperaturis determinatis.
- Dimensional Inspectio: CMM (machina mensurandi coordinata) verificationis omnium dimensionum criticarum contra ipsum tractionem, cum plena notitia mensurae vestigium.
Macro-etch probatio — sectio, politio, et impressio transversalis sectionis falsae cum diluto acido solutione — granum linearum fluxus ostendit, confirmat se exemplar intentum sequi et segregationem, limbum, vel commissuras quae UT fallunt, manifestat. Haec probatio communiter specificata est pro primo-articulo absolute novorum consiliorum alea.
Vitia communia in Ferro Forgings et Causas suas
Etiam operationes fictae continentes defectivas partes efficiunt. Causam radicis cognoscens uniuscuiusque generis defectus necessaria est ad corrigendum processum antequam magnas quantitates exiguo accumulant.
| Defectus | Descriptio | Prima causa |
|---|---|---|
| Gremios sinusque | Superficies irregularitates revolutae in partem | Recta mori consilio vel nimio fulgore plicat retro |
| Frigus claudit | Oxidized superficies cutis capti intus cudebat | Duo rivi metallum ad frigiditas occurrens |
| Cracking | Superficiem seu internum fractura | Fingere infra minimum temperatus, excessus rate reductionem |
| Underfill | Imple cavi imperfecta, materia carens | Sufficit conata pondere press tonagium |
| Scale foveae | Oxydi magnitudine expressi in superficie | Insufficiens descendens ante contactum mori |
| Decarburization | Carbon-depressum iacuit superficies humilis duritiei | Fornax immodica atmosphaera oxidationis |
Ubi Forded Steel partes sunt: Industry Applications
Ferri malleationes in omni fere industria reperiuntur ubi partes altae passiones, frequentes onerationes, vel temperaturas elevatae sustinere debent. Sectores sequentes rationem maioris partis globalis fictae output habent:
Automotive Industry
In eget regione consumit roughly LX% omnium schedulae produci globally . Vectorium typicum continet super 250 compositos compositos: crankshafts, virgas connexiones, camshafts, anni transmissiones, articulos gubernans, rotas axibus, caliperos, ligamenta arma, et CV iuncturas insterni. Trabea ad electricum vehiculis mutatur misce — pauciores crankshafts et pistonae — sed augendae postulant pro magnis membris structurarum structurarum altilium et electricum spicula motoria.
Aerospace et defensionis
Aerospace malleorum subiciuntur severissimis materialibus et processibus certificationis certificationis cuiuslibet industriae. Articulationes airframe structurales — pinnae sparsae, tabulae fuselagetae, accedunt struts phaleras et compages machinae — compressores discorum, turbines discorum, spicula — paene solum ementitae sunt. A commercial elit unum corpus late continet super 1500 fictae partes , plures ex eis magnum aluminium vel titanium frustula potius quam chalybea, sed vis alte malleator ferri dominatur in systematis machinis et actu actionis.
Oleum, Gas et Potentia Generationis
Pressura vasorum flangorum, valvularum corporum, organorum pipelinearum, componentium bene caput, et turbines rotorum in applicationibus criticis in energia sectoris fictis sunt. Hae partes sub magna pressura, caliditas, et saepe ambitus mordaces agunt, ubi poros emissio periculum ingratum esset. Turbine rotor magnae potentiae vaporis cudebat in plantis ponderare super CC millia amphoras post ultimam machinationem et menses cudendi requirunt, curationi caloris, probatio ante partum.
Construction and Mining Equipment
Vestigare nexus, sphockets, dentium situlae, petrae terebro frena, ac paxilli structurae in gravibus constructionis et fodiendi instrumento confisus est ferro ficto ob resistendum ad ictum et abrasionem. Praecipua onera dynamica quae his componentibus visa sunt — magna situla excavatoris dens decem milia cyclorum per mutationem ictum absorbet — duritiem falsarum superiorum efficiunt necessariae ad vitam acceptam servitii.
Progressionibus hodiernis in Ferro Forging Technology
Cori physici ferri cudendo non mutaverunt — metallum adhuc fluit sub pressione cum calefactum — sed technologiae circumiacentis processus substantialiter per duos decennias progressus est.
Elementum finitum Analysis simulationis (FEA) simulatione processus falsarii - utens programmata sicut Deform, FORMA, vel Simufact - permittit fabrum ut praedicere fluxum metalli, contentionem distributionem, accentus mori, et defectus potentiae locorum antequam unum moriuntur. Hoc dramatically numerum reduxit mortis tryout iterationes ad novas complexas partes requisitas, temporis progressionem intereuntem et impensa incisura 30-50% in multis.
Servo prudentes hydrau et torcularia servo-mechanica velocitatis arietis programmabiles permittit profiles, ut calefaciat et isothermal fabricationem materiarum quae ante apparatum dedicatum requiruntur vel omnino in cudendo mori non possent. Aries in temporibus dubiis retardari potest ad temperantiam caloris generationis et fluxus metalli, vel acceleratus ad optimize tempus cycli in operationibus minus sensitivis.
Automated cudebat cellulis calentium inductionem coniungens, tractantem contortum roboticum, axem multi- pressi systemata transferendi, et inspectio in linea visionis effecit ut summus volubilis clausus elaborans lineas cum minimo labore recto currere posset. A modern eget fictis linea potest habere unum operante vigilando quatuor ad sex torcularia cum inspectione qualitatis laser intuenti et machinae systemata in fine lineae tractata.
Subtilitas prope rete figura cudebat - partes producentes tam propinquae ad ultimam geometriam ut machinatio reducatur ad lucem terminationem in superficiebus functionibus tantum — magis magisque communis est pro annis autocinetis et componentibus portantibus. Hic accessus tempus machinandi minuit, materiam utendo amplificat, et fluens granum commodi conservat quae machinatio partium superficiei alioqui destruet.